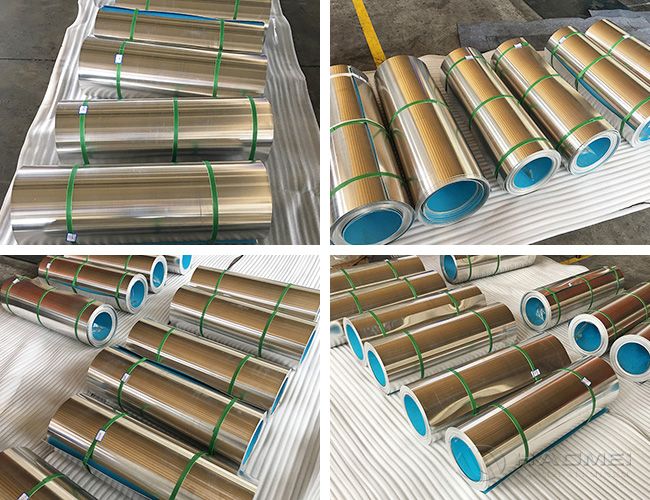
1100 Aluminum Coil

1100 aluminum coil specs for sourcing: ASTM B209 basics, temper selection, testing checklist, tolerances, and when to choose 3003 or coated options.
One feature to prioritize: maximum formability (with a strength tradeoff)
1100 Aluminum Coil (AA 1100) is a commercially pure aluminum alloy (99.0% minimum Al per Aluminum Association designation). Its top value in purchasing is high ductility for deep drawing, spinning, and tight forming, with predictable behavior in soft tempers. The tradeoff is lower mechanical strength versus Mn containing alloys such as 3003.

Standards you can quote in RFQs (and what they control)
When specifications are unclear, disputes typically come from mixing "alloy name" with the wrong standard scope. For flat rolled products, most industrial transactions anchor on ASTM B209 (Aluminum and Aluminum Alloy Sheet and Plate) and related ASTM documents for tolerances.
Use this checklist to lock down the correct language:
Alloy and temper: AA 1100 in O, H14, H24, H18, etc.
Product form: coil (continuous), with slit width requirements if needed.
Thickness and width: nominal and tolerance class.
Surface/finish: mill finish, one side protected film, cleanliness level.
Edges: mill edge or slit edge, burr limit.
Mechanical properties: only when a temper requires them (avoid "high strength" wording).
Inspection and test frequency: by heat lot or coil lot.
If your application is painted or laminated, do not rely on bare metal standards alone. Specify the coating system and performance tests, and reference the coated product family (for example, Color Coated Aluminum Coil with PE Coating) when paint durability is part of the acceptance criteria.
Properties that affect performance (and what to request)
AA 1100 is chosen for corrosion resistance, high conductivity, and forming. Procurement issues usually come from temper mismatches.
Typical chemical composition control (verifiable)
The Aluminum Association limit for AA 1100 requires Al ≥ 99.00%; other elements are controlled as impurities. Ask for a mill test certificate listing chemistry to the AA designation.
Temper selection: avoid over specifying strength
Use temper to control formability. Common choices:
O (annealed): best deep draw, spinning, embossing.
H14 / H24: moderate work hardening, better dent resistance than O.
H18: higher hardness, reduced bendability.
If your part cracks at radii or in draw beads, the fix is often temper and grain direction, not thickness.
Practical formability checks
Include these on your incoming inspection plan:
Bend test: 90°/180° around a specified inside radius and direction (L/T). Record any edge cracking.
Earing tendency (deep draw parts): request grain direction control and check cup draw if critical.
Surface cleanliness: wipe test or dyne pen if adhesive bonding or coating follows.

Comparison table: 1100 vs 3003 for common purchase decisions
Choose based on the job's failure mode: cracking during forming (needs ductility) versus oil canning or denting (needs strength).
| Decision point | AA 1100 | AA 3003 | What to specify in the order |
|---|---|---|---|
| Deep drawing, spinning | Excellent in O temper | Good, often less forgiving | Alloy, temper, and bend/draw criteria |
| Strength and dent resistance | Lower | Higher (Mn strengthened) | Minimum temper and yield/UTS if required |
| Corrosion resistance | Very good | Very good | Environment, cleaning, passivation needs |
| Thermal/electrical conductivity | Higher | Lower than 1100 | Conductivity requirement only when relevant |
| Cost sensitivity | Often favorable | Often slightly higher | Allow equivalent if performance allows |
If the part is purely decorative and will be coated, evaluate whether the metal grade can be relaxed while tightening coating performance.
Procurement spec checklist (use this to prevent claim disputes)
Dimensional and coil build
Thickness: mm (or inch), tolerance:
Width: mm, tolerance:
ID: mm, OD max: mm
Coil weight: ___ kg max
Camber, flatness limits (if blanking/laser cutting)
Slitting: number of strands, edge burr max ___ mm
Surface and packaging
Finish: mill finish or bright finish; one side film: yes/no
Surface quality: free of scratches, roll marks within ___ criteria
Interleaving paper or plastic: required for cosmetic surfaces
Packaging: moisture barrier, desiccant for ocean shipment, pallet type
Documentation and traceability
Mill test certificate: chemistry to AA 1100, mechanical properties per temper
Heat number and coil number traceability
Compliance statement to ASTM B209 (or agreed equivalent)
To keep sourcing consistent across suppliers, reference your general Aluminum Coil specification template and then add 1100 specific tempers and tests.
Acceptance testing: what to verify on arrival
Prioritize tests that correlate to your top risk (forming cracks). A practical incoming plan:
Identify: alloy, temper, thickness, coil ID/OD versus packing list.
Measure: thickness across width and along length; record tolerance.
Formability screen: bend test in both directions; edge crack rating.
Surface: visual under consistent lighting; check oil level and stains.
Edge condition: burr, wave, telescoping; verify slit quality.
If coating or lamination follows, add adhesion related checks (surface tension, cleanliness) before the coil enters production.

When 1100 is the wrong choice (so you avoid requalification cycles)
Avoid AA 1100 when the part needs:
Structural strength or fatigue resistance.
High wear resistance.
Tight flatness for precision stamping without corrective leveling.
In those cases, consider a stronger alloy or a coated system where the surface performance is validated by standardized paint tests (gloss retention, flexibility, impact, and salt spray requirements defined in your purchase specification).










- Aluminum Coil With Kraft PaperOct 20, 2020
Aluminum coil with Kraft paper is an kind of aluminum insulation coil which is popular in recent years. Welco...

- What Is Aluminum Coil AnodizingAug 07, 2025
Aluminum coil anodizing is an electrochemical process that forms an aluminum oxide film on the surface of the...
- How to Choose Quality Aluminum Plain Jacketing roll with Moisture BarrierApr 22, 2020
Aluminum plain jacketing roll with moisture barrier is widely used in oil refinery, power plant and chemical p...

- 3003 5052 Extra Wide Aluminum Coil for Vehicle and RoofJul 25, 2023
5052 aluminum coil with a width over 1000mm is widely used for bus skin. 3003 aluminum coil is often used for...

- Polysurlyn Polykraft Laminated Aluminum CoilSep 23, 2024
There are two popular thermal insulation aluminum coils: polysurlyn laminated aluminum coil and polykraft lami...
Inquiry
TABLE OF Contents

Haomei Aluminum CO., LTD.
Tel/Whatsapp: +86-15978414719
Email: sale@alumhm.com
Website: https://www.alumhm.com
Xin'an Industrial Assemble Region,Luoyang,Henan Province,China
Office Add: 1103, No.14 Waihuan Road, CBD, Zhengzhou, China