The Manufacturing Process of aluminum strip for cosmetics
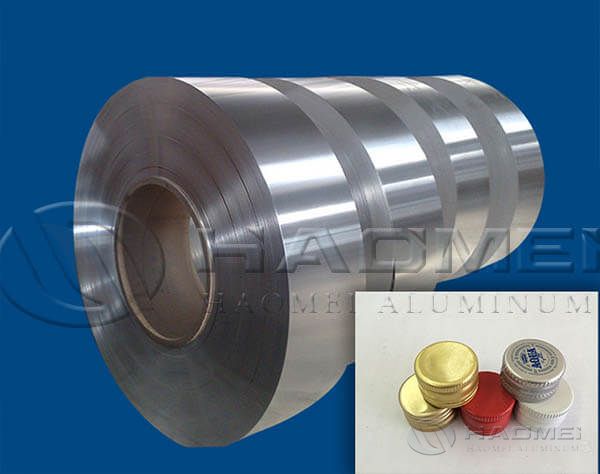
The aluminum strip for cosmetics is of better sealing, high pressure resistance, corrosion resistance,etc. The common alloys are 1070, 1050, 5005,etc. Learn more.
The aluminum strip for cosmetics is of better sealing, high pressure resistance, corrosion resistance, beautiful appearance and environmental protection compared with the traditional plastic or tinplate caps. At present, the aluminum strip for cosmetic cap is 1070,1050,5005,etc.,aluminum alloy strip.
In the production process, they are prone to dark color after anodizing, high ear-making rate, and easy cracking. To solve these problems, we have improved the manufacturing process. The finished aluminum strip is of smooth surface and stable property and is easy to o be stamped, which is an ideal choice for making high-end cosmetic bottle caps.

1. Prepare ingots. It contains the following elements by weight percentage: Si≤0.08%, Fe≤0.1%, Cu≤0.03%, Mn≤0.02%, Mg≤0.02%, 0.01%≤Ti≤0.02%, the rest is Al.
2. Surface milling. The milling amount is 5-30 mm per side and the amount of side milling is 4~25mm per side.
3. Homogenization heating. The furnace gas is at a constant temperature of 550℃, and the temperature is kept for 12-30 hours. The ingot discharge temperature is 480-500℃.
4. Hot rolling. The ingot with a thickness of 420-620mm is rolled by a hot rolling mill for 15-23 passes to form an aluminum coil with a thickness of 2.5~6.0mm, and the final rolling temperature is 250-285℃.
5. Cold rough rolling. After hot rolling, the aluminum coil with a thickness of 2.5-6.0mm is cold rolled into a cold rolled aluminum coil with a thickness of 0.33~2.0mm through 1-2 passes. The rolling speed is 120 -900m/min.
6. Cleaning. Use high-pressure and high-temperature water for cleaning. The high-pressure water jet pressure is 0.5- 0.8 MPa, the water temperature is 90-98℃ and the production speed is 60-300m/min. The angle between nozzle and aluminum strip production line is 45 degree.
7. Intermediate annealing. In the vacuum annealing furnace, the process of furnace gas temperature 370-500℃ and the holding time is 9-18h.
8. Finish cold rolling: The aluminum coil with a thickness of 0.33-2.0mm after intermediate annealing is rolled to 0.2-1.2mm in one pass, the roughness of the work roll is 0.008~0.02um, and the rolling speed is 120~ 900m/min.
9. Stretching, bending, straightening, cleaning and trimming.
10. Inspection: The aluminum strip roll should pass the test on the universal testing machine, cupping test machine and anodizing device.











- How to Choose Aluminum Nose StripMay 27, 2020
There are some differences in the quality of aluminum nose strips produced by various manufacturers. How to ch...
- Different Alloys of Thin Aluminum StripsAug 18, 2020
There are different alloys of the thin aluminum strips such as 1060 and 3003 aluminum strip. They have differe...
- Plastic Nose Wire V Aluminum Nose WireMay 28, 2020
Compared with aluminum nose wire, aluminum nose wire is of better shaping effect. Haomei Aluminum offers 1060...
- China Transformer Aluminium StripAug 31, 2020
The China transformer aluminium strip usually choose 1050, 1060, 1070 and 1350 soft aluminum strip with high s...
- Coated and Embossed Aluminum Strip for Roller ShutterJul 27, 2020
The coated and embossed aluminum strip for roller shutter is lightweight, durable, rust-resistant and colorful...
Inquiry
TABLE OF Contents

Haomei Aluminum CO., LTD.
Tel/Whatsapp: +86-15978414719
Email: sale@alumhm.com
Website: https://www.alumhm.com
Xin'an Industrial Assemble Region,Luoyang,Henan Province,China
Office Add: 1103, No.14 Waihuan Road, CBD, Zhengzhou, China